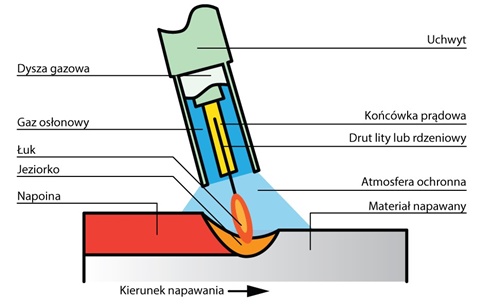
Napawanie metodą MIG/MAG zwane napawaniem gma polega na tym, że jarzący się łuk pomiędzy elektrodą topliwą a napawanym przedmiotem w atmosferze gazu stapia materiały elektrody i podłoża tworzące napoinę.
Do napawania stosuje się druty pełne o średnicy w granicach 0,5-2,4mm oraz druty z rdzeniem proszkowym o średnicy o d 1,2-4,3mm. Przy napawaniu prądem stałym z biegunowością dodatnią i natryskowym przenoszeniu metalu przez łuk uzyskuje się wydajność napwania w granicach 4 do 10 kg/h. Potencjalną wadą tego rozwiązania jest wysoki udział metalu podłoża w napoinie który wynosi 20-40%. Ograniczenie przetopienia metalu podłoża nawet poniżej 5% można uzyskać przy napawaniu cienkimi drutami o średnicy 0,5 – 1,2mm tzw łukiem zwarciowym (tj. krótkim łukiem z grubokropelkowym przenoszeniem metalu przez łuk.
Robotyzacja procesu pozwala na uzyskanie maksymalnej powtarzalności przy minimalnym udziale wad. Proces MIG/MAG stosowany jest przez Plasma System S.A. wszędzie tam, gdzie wymagana jest niższa precyzja napawania niż przy napawaniu laserowym czy PTA, a czynnik ekonomiczny oraz znaczna grubość warstwy są decydujące. Metoda jest dość uniwersalna i może być stosowana do napawania szerokiej gamy materiałów.

Proces napawania PTA jest procesem, w którym źródłem ciepła jest łuk plazmowy będący strumieniem silnie zjonizowanego gazu. Materiał w postaci proszku doprowadzany jest bezpośrednio w strumień plazmy, gdzie ulega stopieniu, i następnie jest dostarczany do jeziorka ciekłego metalu. Metoda napawania plazmowego pozwala na osiągnięcie wyższej gęstości mocy i wydajności w przypadku metody TIG, przy zachowaniu najwyższej jakości warstwy napawanej oraz niewielkiego wymieszania z podłożem. Dodatkowo, zastosowanie materiału dodatkowego w postaci koncentrycznie podawanej strugi proszku pozwala na uzyskanie pełnej powtarzalności procesu.
Napawanie metodą TIG (zwane również GTA) jest to napawanie łukowe elektrodą nietopliwą w osłonie gazowej, polegające na wprowadzeniu materiału dodatkowego do obszaru łuku jarzącego się między nietopoliwą elektrodą wolframową a napawanym podłożem w osłonie gazu obojętnego.
Materiał dodakowy można podawać w postaci drutu, pręta pełnego lub proszkowego, albo taśmy bądź proszków stapianych bezpośrednio na napawanym podłożu. Gazami ochronnymi w tym procesie są zasadniczo argon i hel, a niekiedy w celu podwyższenia temperatury stosuje się dodatek wodoru lub azotu w ilości 5-10% (dodatek wodoru jest jednak niedopuszczalny przy spawaniu aluminium, miedzi i ich stopów). Elektroda nietopliwa wykonana jest z wolframu, a dla zwiększenienia trwałości łatwości zajarzaniu i stabilności jarzenia się łuku stosuje się dodatki toru, cyrkonu, lnatanu, ceru czy niru.
Duża powtarzalność oraz stabilność jarzenia łuku pozwala na osiągnięcie wyjątkowej jakości napoiny przy niemalże zerowym udziale wad. Metoda TIG wykorzystywana jest przez firmę Plasma System S.A. wszędzie tam, gdzie materiał dodatkowy dostępny jest jedynie w postaci drutu, a uwarunkowania techniczne nie pozwalają na zastosowanie technologii laserowej bądź CMT.
Możliwe jest napawanie przedmiotów wykonanych ze stali, żeliwa, staliwa, stopów miedzi i stopów aluminium. Napoiny nakłada się ze stali wysokostopowych, ołowiu, stopów niklu, kobaltu, miedzi, aluminium oraz ceramiki.
Technologia CMT (Cold Metal Transfer) to opracowany przez firmę Fronius nowatorski system do spawania oraz napawania przy minimalnej ilości wprowadzanego ciepła. System ten, ze względu na swój charakter pracy, powoduje nawet do 75% mniejsze wymieszanie materiału dodatkowego z materiałem rodzimym niż inne metody napawania. Dzięki zastosowaniu metody CMT możliwe jest łączenie materiałów o skrajnie różnych temperaturach topnienia – na przykład łączenie stali oraz aluminium. Materiał dodatkowy podawany jest do jeziorka w postaci drutu. Dzięki niewielkiemu wymieszaniu, warstwa wierzchnia uzyskuje wymagane własności już w pierwszej warstwie, a niewielki wpływ ciepła ogranicza deformacje elementu.


Zapisz się na nasz newsletter
Powiadomimy Cię, co u nas nowego.